-

佛山市勇仁钢铁有限公司
主营:钢板厂家,球墨铸铁井盖厂家,镀锌方管价格,广东槽钢,广东镀锌管,工字钢厂家

佛山市勇仁钢铁有限公司
主营:钢板厂家,球墨铸铁井盖厂家,镀锌方管价格,广东槽钢,广东镀锌管,工字钢厂家 17
17
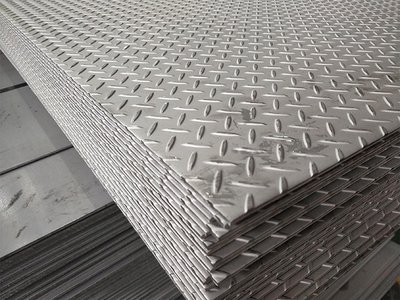
按照花纹钢板国家标准GB/T 3277规定,花纹高度应大于或等于20%基板的厚度。
花纹板根据材质(铝合金、不锈钢、普通钢材等)不同,花纹形状不同,每平米理论重量也不同。
不锈钢带材:不锈钢弹簧钢带,日本进口不锈钢带,有亮面,2B面,软料,中硬料,热轧不锈钢带,冷轧不锈钢带,不锈钢卷带,不锈钢带主要应用于电子,,化工,金属软管等行业,不锈钢带的平度,硬度,薄度等**精密度可按客户要求生产!
花纹板是指表面带有花纹的钢板,其外形美观、能防滑、强化性能、节约钢材等诸多优点。一般来说,使用方对花纹板力学性能、机械性能要求不高,因此花纹板质量主要表现为花纹成花率、花纹高度,花纹高差。
花纹板的花纹高度是评价花纹板质量好坏的主要指标之一,通过改进雕刻工艺的花纹辊和制定合理的压下制度,可以解决此问题。
1、优化花纹辊制作工艺技术
1)用于花纹板上机使用的花纹辊辊径要求不小于f585mm,辊径差要求1.0~3.0mm,以确保花纹板生产稳定,减少断辊事故发生。
2)花纹辊下辊原始凸度要求为-0.1mm。
3)由于带钢在轧制过程中存在跑偏现象,因此为防止带钢轧制过程中边部没有花纹,将花纹辊轴向刻花长度由1550mm增至1610mm。
4)新刻的花纹辊次上机,轧辊准备车间需对花纹辊进行探伤并对表面进行清理,不允许花纹辊表面有残留金属切割丝、裂纹、剥落缺陷,发现上述缺陷时不得上机使用。另外,花纹辊下机后检查花纹辊有没有损伤,同时检查磨损情况。
5)重新制定花纹辊雕刻技术参数。将原来的小花纹改成大花纹。改进后的花纹加工长度(30.5±0.5)mm,花纹加工宽度(10.5±0.5)mm,花纹加工深度(7.1±0.1)mm。
2、制定合理的压下制度
1)一般需要增加末架轧机压下率,保证花纹高度足够高。但增加后,同时也就了电流和轧制力,这样不仅板形控制难度加大,而且电流长时间**还会发生轧机降速堆钢的生产事故。不直接增加末架轧机压下量,其压下率适合控制在15%~20%。
2)采取适当增加上游机架轧机负荷和适当提高粗轧出口温度和终轧温度,降低轧制速度等方案,可以增加单位时间内流入到花纹槽内的金属量,有效地提高花纹板花纹高度。
花纹钢板的规格以基本厚度(突棱的厚度不计)表示,有2.5-8毫米10种规格。花纹板钢板用1-3号。
花纹板高不小于基板厚度0.2倍;花纹钢板按实际重量或理论重量交货;
http://dellzyb.cn.b2b168.com
欢迎来到佛山市勇仁钢铁有限公司网站, 具体地址是广东省佛山市顺德区广东乐从钢铁世界B2区南七路19号,联系人是李旺。
主要经营佛山市勇仁钢铁有限公司是一家工字钢厂家,主营产品:广东镀锌管、槽钢、镀锌方管、钢板、球墨铸铁井盖、工字钢等。咨询镀锌方管价格?全国服务热线:13621482578。公司目前拥有一批年轻、富有敬业精神的销售人员和管理人员,并建立了完整,仓储以及信息管理体系。现已和各大钢厂建立的长期的战略合作伙伴关系。
。
单位注册资金未知。
我司主要供应:钢板厂家,球墨铸铁井盖厂家,镀锌方管价格,广东槽钢,广东镀锌管,工字钢厂家等,我们的产品质量优等,种类齐全,销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。